伊勢崎絣伝統工芸士
検反・整理
製織(機織り)後の工程のプロセスチャート
| 製 織 |
↓
| 検 反 |
↓
| 整 理 |
↓
| 表 装 |
↓
| 出 荷 |
検 反
製織(機織り)後の工程は検反(けんたん)である
機織り後で未整理の織物を生機(きばた)と言う
生機の幅、長さ及び品位を検査することを検反と言う
機回り(はたしまわり まわりこ 機屋の出機担当者)
織子(おりこ)に緒巻を持参し、技法や柄等に応じ必要な指示・指導を行う、後に織り
上がった反物を回収時において指示通りに織り上がったかをはたごしらえをしながら検反
をする
はたごしらえ=検反
織幅、長さを物差しで測る(物差し 鯨尺2尺)
布面・耳端(みみはし)の糸屑を握り鋏(にぎりばさみ)で切り取る
*耳端(みみはし)織幅の両縁のことで、緯糸が折り返し箇所
汚れがあれば落とす
縫い針が刺さってないかを確認する
整 理
織物整理業は機屋から検反の終えた生機を受け入れ、織物の最終加工を行う
種々な機械と熟練の技で生機に最後の化粧を施し、美観を増し感触を良くし商品
価値を高める最終工程である
伊勢崎絣伝統工芸士74名中で整理仕上部門は僅か4名である
| 伝統工芸士 | 経 歴 | 事業所 | 社 歴 | |
| 1 | 菊池亀吉 | 戦前は伊勢崎市の 飯塚織物整理工場 へ勤務 昭和23年より㈲丸 橋商店に勤務 |
有限会社丸橋商店 | 明治35年に丸橋巳代吉氏 機屋を創業、戦後㈲丸橋商店 に整理部を発足 |
| 2 | 高橋重太郎 | 昭和4年より師岡 整染㈱に勤務 |
師岡整染株式会社 | |
| 3 | 吉沢仲次郎 | 戦前は秩父市の 坂善織物整理工場へ 勤務、戦後兄の経営 する㈲吉沢整理に勤務 |
有限会社吉沢整理 | 昭和10年頃足利市出身の 吉沢弥四郎氏伊勢崎市で 織物整理業を創業 |
| 4 | 金井 淳 | 昭和28年より ㈲丸橋商店に勤務 |
有限会社丸橋商店 | 明治35年丸橋巳代吉氏 機屋を創業、戦後㈲丸橋商店 の整理部を発足 |

伊勢崎産地の織物整理業として
最後の一軒だった有限会社吉沢整理
整理業だけあって庭木の手入れは
常に行き届いている
織物整理工場は種々な設備装置、機械を使用しそれなりのスペースの工場が必要となる
また、それらの機械装置を扱う従業員も雇用しなければならない
昭和49年(1974)に整理工場は5社が存在し平均従業員数は25名であり、伊勢
崎織物業界としては大きい規模であった
織物整理業発達の経緯(伊勢崎織物同業組合史P376より抜粋)
伊勢崎太織の時代には生機での取引であったが、
一部には湿緯糸織法(しめしよこいとおりほう)が行われた
緯糸に濃厚なる糊付張りをし、水巻きをしながら織り込み、織前棒に巻取るあたり更に
霧吹機で布全体に湿りを与え、手にて幅引きしながら巻き取る
織上げた後、其のまま乾燥させると緯糸の糊が経糸に結着し、織物に糊引張りをしたの
と同じ結果が得られる
更に霧吹器で湿しながら一定尺に畳み上げ、万力の間に積み込み数日間強烈な圧力を加
え置くと整理仕上げと同じ結果が得られる
明治17年の頃、輸出羽二重の整理は伊勢崎産地では整理が出来ず桐生産地に整理を委
託した
明治45年頃より伊勢崎産地に力織機が導入され生産増加に伴い設備の整った工場での
整理仕上の必要が生じ、株式組織の模範工場染織整理株式会社を群馬県工業試験場を譲り
受け、機械的織物整理に必要なテンター、タンブル、霧糊吹機、下巻機を備え大正2年
8月より開始、これと前後し個人経営の整理工場を飯塚悦蔵、佐々木三郎氏等が開始し
その後、整理工場が増加した
* 模範工場伊勢崎染織整理株式会社の概要
創立年月 大正2年(1913)8月
所在地 群馬県立伊勢崎染織学校跡地で当時は群馬県工業試験場として使用、
群馬県より恩恵的に払下げを受ける(現 伊勢崎市曲輪町24-26)
資本金 五万円
役員 社長 下城栄作、取締役 八田栄蔵・下山求平・下城好雄、
取締役兼支配人 金井千代吉、監査役 星野源左衛門・石原清助・
勝山益太郎・小暮七郎、技師 多賀谷伊勢松
設備機械 蒸気機関、金属性幅出機2台、乾燥機3台、注糊機1台、木製巻取機、
布打器等
生産能力 1日に千疋(2千反)の整理能力
創立意義 整理の良否が、外見上に大きな影響を与える 従来の生機での取引から
脱却
参考引用文献 大正2年8月10日 大阪朝日新聞 覚醒しつつある、伊勢崎織物 下
大正6年 両毛機業大観 伊勢崎之部 足利 岡田重五郎発行
織物整理工程
| 作業順 | 工程名 | 使用する機械装置等 | 作業内容 |
| 1 | ミシン掛け | ミシン | 整理は生機を20反ミシンで継ぎ合わせ て1玉単位で作業を行う |
| 2 | 下巻(したまき) | 巻取機 | 1玉を木製ロールに巻き付ける |
| 3 | 水洗又は湯通し | 水洗機 | 下巻した1玉を水槽に入れ糊を除去する 品種によっては湯に通し下糊を除去 |
| 4 | 艶(つや)出し | ペーパーロール | ペーパーロール機で加熱し艶出しをする |
| 5 | 糊(のり)吹き | 糊吹機 | ゼラチン等の糊液を布面に噴霧し織物に 腰を付ける |
| 6 | 乾燥 | タンブル | シリンダー3本間に生機を通し、長さ 耳つれ(耳組織の引きつれ)等を整える |
| 7 | 幅出し | テンター | 両耳を保持し、織物幅を一定にすると 共にガスバーナーで布面を軽く焼いて 毛羽・糸屑等を除去し地曲り(布目の曲 がったもの)を修整する |
| 8 | しわのばし、風合い | 蒸絨機 (じょうじゅうき) |
生地の皺(しわ)を伸ばし、繊維にふん わりとした風合いを付け、生地面のうわ 光りしている光沢を取る |
| 9 | 艶(つや)出し | フェルトカレンダー | 外周をフェルト巻きしたシリンダーの間 を通して生地の光沢を柔らかく平均化し 仕上げる |
| 10 | 折たたみ | 手たたみ | 2人1組で1反ずつ、長さ2尺に角たた みする |
| 11 | 槌(つち)入れ | 木槌(きづち) 砧(きぬた) |
注文に応じて手持ち(手ざわり))、 風合い(アジ)を木槌でたたいて出す |
反物仕上げの姿(機屋からの注文に基づき仕上げる)
| 仕上げ姿 | 解 説 | 写 真 |
| 丸巻き | 段ボール等で出来た心棒 に反物を巻き付ける 大柄の反物に向き、撞木 (しゅもく)に掛けられる |
 |
| 角仕上げ 角たたみ |
1反の長さは約32尺 二つ折りを5回繰り返す と約1尺となり横幅の 約1尺でほぼ正方形になる 板締め等の小柄に向く (男物の着尺) |
 |
整理工程で発生する主な欠点
| 欠点 | 症状と原因 |
| 胴切れ | 生地を強く引張りすぎて横に裂ける |
| 耳折れ | 耳端が折れ重なる |
| 耳裂き | 耳端が裂ける |
| 蒸し染み | 蒸絨機の蒸しむらでシミが生じる |
| 穴あき | 針が付着し、生地に複数の穴が生じる |
伊勢崎織物工業組合における製品検査
機屋は必要に応じて反物を有償にてを組合へ検査依頼を行う
伝統的工芸品伊勢崎絣の検査20項目
*参考 結城紬・本場大島紬の検査項目
| 伊勢崎絣 | 結城紬 | 本場大島紬 | |
| 1 | 短尺 | 短尺 | 原料糸規格外 |
| 2 | 幅不足 | 幅不足 | 不良原料糸 |
| 3 | 密度 | 曲り織り | 筬規格外 |
| 4 | 原糸斑 | たて糸不足 | 長さ不足 |
| 5 | 経筋 | 打込み不足 | 幅不足 |
| 6 | 経抜 | 打込みむら | 量目不足 |
| 7 | 引込違 | 織りきず | 地合不良 |
| 8 | 足引 | 筋 ケバ不良 | 規定外増量 |
| 9 | 柄崩 | 絣不良 | 染色不良 |
| 10 | 杼間 | たてすじ | 色むら |
| 11 | 色段 | よこ段 | 染色工程不良 |
| 12 | 織段 | 染色不良 | 絣不鮮明 |
| 13 | 掬い(すくい) | よごれ | 絣不揃 |
| 14 | 穴疵(あなきず) | 縮不良 | 配列違い |
| 15 | 耳不整 | 総合的に不良 | 締斑 |
| 16 | 布目曲 | ーーー | 手羽立ち |
| 17 | 汚染 | ーーー | 筋引き |
| 18 | ブリード(色なき) | ーーー | 縮み |
| 19 | 染斑 | ーーー | 疵(きず) |
| 20 | 染堅牢 | ーーー | 汚点 |
| 21 | ーーー | ーーー | 絣糸抜け |
| 22 | ーーー | ーーー | 糸釣り |
| 23 | ーーー | ーーー | 汗落ち |
| 24 | ーーー | ーーー | その他の不適格 |
伝統的工芸品伊勢崎絣 検査項目解説・定義
| 伊勢崎絣 | 解 説 | |
| 1 | 短尺(たんじゃく) | 長さ不足 規定の長さ(12.31m)未満 |
| 2 | 幅不足(はばぶそく) | 規定の幅(37.14cm)未満 |
| 3 | 密度(みつど) | 規定の密度に満たないこと 注1 |
| 4 | 原糸斑(げんしむら) | 原糸の太さが不均一で太斑、細斑のあるもの |
| 5 | 経筋(たてすじ) | 経糸又はその処理・操作の不均一で経方向に生じた筋 |
| 6 | 経抜(たてぬけ) | 経糸の欠落・切断(1本~数本)で生じた組織崩れ |
| 7 | 引込違(ひっこみちがい) | 筬羽への引込み方の間違いで経筋が現れること |
| 8 | 足引(あしっぴき) | 絣糸と地糸の色が合わないで絣糸の部分が筋になる |
| 9 | 柄崩(がらくずれ) | 模様が崩れたもの |
| 10 | 杼間(ひま) | 緯糸が著しく隔たって生じた薄き間 杼合い(ひええ) |
| 11 | 色段(いろだん) | 原糸の色違い及び張力むらによって、段状を呈すること |
| 12 | 織段(おりだん) | 緯糸の打込数の誤りで、その部分に段が現れること |
| 13 | 掬い(すくい) | 緯糸が数本飛んで組織されないもの |
| 14 | 穴疵(あなきず) | 穴状のきず |
| 15 | 耳不整(みみふせい) | 耳幅が不均一なこと 耳幅不ぞろい |
| 16 | 布目曲(ぬのめまがり) | 経糸に対して緯糸が直角でなく、傾斜又は湾曲している |
| 17 | 汚染(おせん) | 本来付着してはならない着色汚れ |
| 18 | ブリード(色泣き) | 染色物の一部から周辺部への染料のしみ出したもの |
| 19 | 染斑(そめむら) | 均一に染色されていない状態 |
| 20 | 染堅牢(染色堅牢度) | 染色工程又は使用中の色の抵抗の度合 |
注1 密度
伝統的工芸品伊勢崎絣組織密度
経糸 1,236本以上 (60羽以上)
緯糸 糸質により 1寸間に 90~120本
羽(は) 筬の密度を表す単位、鯨尺1寸(約3.79cm)間に筬羽が何枚ある
かでその数を呼称する
反物の横幅 9寸8分( 9寸8分 × 3.79cm = 37.14cm )
昭和49年調査 伊勢崎和装織物業界診断報告書より
不良発生工程のアンケート調査
| 工程 | 糸加工 | 精練 | 糸繰 | 整経 | 染 | 製織 | 整理 | 仮織 | 経巻 | 計 |
| 企業 | 2 | 2 | 0 | 3 | 75 | 86 | 3 | 1 | 5 | 177 |
| % | 1.1 | 1.1 | 0 | 1.7 | 42.4 | 48.6 | 1.7 | 1.1 | 2.8 | 100 |
染色工程と製織工程の合計で91%を占める
組合検査における不合格の順位(年度毎上位第3位まで)
| 43年度 | 44年度 | 45年度 | 46年度 | 47年度 | 48年度 | |
| 1 位 | 密 度 | 密 度 | 密 度 | 密 度 | 織 段 | 短 尺 |
| 2 位 | 織 段 | 掬 い | 織 段 | 経 筋 | 密 度 | 密 度 |
| 3 位 | 柄 崩 | 織 段 | 短 尺 | 織 段 | 経 筋 | 柄 崩 |
| 不合格項目 | 原 因 | ||
| 1位 | 密 度 | 6 | |
| 2位 | 織 段 | 5 | 製織の欠点、緯糸の打ち込み数の誤り |
| 3位 | 短 尺 | 2 | |
| 4位 | 経 筋 | 2 | |
| 5位 | 柄 崩 | 2 | |
| 6位 | 掬 い | 1 | 製織の欠点、経糸の切断 |
昭和46年に落成した 共同事業センター1階 共同検査場
(当時の組合の名称:伊勢崎絹人繊維織物構造改善工業組合)
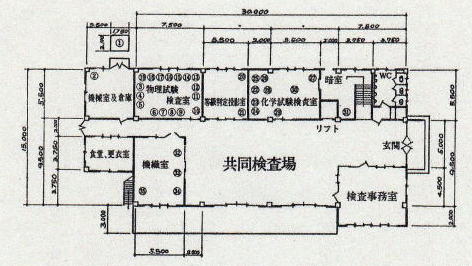
共同検査場総面積
1,502,505㎡
検査場において組合検査部の検査員が
検査台の上に反物を置き全数検査を行う
染色堅牢度等の試験は1柄を1ロット
とし、1ロットから1反を抜き取り検査
する
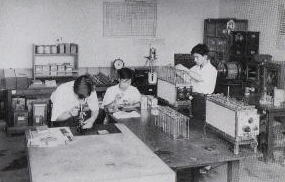
日本工業規格(JIS)に準じた繊維試験
を実施する
| 検査装置機器 | 用 途 | |
| 1 | 顕微鏡写真装置一式 | |
| 2 | カストム式摩耗試験機 | 織物の平面・折目・屈折状態での摩耗抵抗力を評価する装置 |
| 3 | 万能実物映写機 | |
| 4 | 糸引張試験機 | 糸の引張強さ、伸び率を測定 |
| 5 | 布引張試験機 | 布の引張強さ、伸び率を測定 |
| 6 | エレメンドルフ形 引裂試験機 |
布等の引裂強さを評価 |
| 7 | 退色堅牢度試験機 | 布のすれ作用による色移りの程度を評価する装置 |
| 8 | 7連モンサント リカバリーテスター |
織物のしわの回復能力、しわに対する抵抗度合を測定する 機器、連続的に7点を同時に測定出来る |
| 9 | 検撚器 | 糸の一定試験間の撚数を検査、併せて糸の伸度測定する装置 |
| 10 | トーションバランス | ねじりばかり(秤)、糸の重さから糸の太さを測る 番手、デニール |
| 11 | パースピレメーター | 汗試験? |
| 12 | カラーメーター | 色を数値として測定する測色計 |
| 13 | スコーチテスター | 熱に対する染色堅牢性及び強力保持性を評価する装置 |
| 14 | 耐光試験機 | 光照射による繊維の変退色の程度を評価する装置 |
| 15 | デシメーター | 密度の測定器 |
| 乾燥機 | ||
| アスマン温湿度計 | ||
| コンディショニング オーブン |
||
| ドラフトチャンバー | 局所排気装置 | |
| 中央実験台 | ||
| 天秤台 | ||
| 検査台 |